
特定型号相关
拓竹A1 Mini
- 视频监控帧数很低画面很模糊(低于480p,个位数fps)——是由于主控esp32芯片性能就这水平了。芯片使用情况(改成局域网模式几乎没有改善。另外一些提示信息显示配图的时候一行一行的缓慢刷出来感觉是代码问题)
- 俩ams接口只用官方配件,现在能用来接一个ams lite,一个延时摄影套件。可能以后会开放同时接两个ams(25年10月已支持 ,同时推出了a1专用缓冲器
- 第三方ams lite模拟方案:top ams、amcu/bmcu
tf卡槽打印中莫名其妙非常烫,可能会影响寿命。关闭录像(机子菜单里叫视频,不影响监控)功能后大幅降低温度。tf卡混用,我的是闪迪低端卡,据说有的是雷克沙有的是杂牌- 开了局域网模式就无法获取makerworld的积分了,固件会和mw联网校验是否最终打印完成
- 可以自由降级固件,通过手机和tf卡都行
- 2025年618史低价格,天猫国补+消费券+淘金币,八百五十多元。特定时间送两卷耗材和diy工具包,pla lite卖掉打进七开头
- bambu studio里面使用自建材料功能创建自己的耗材丝后,可以把新类型保存到ams里。打开新项目点同步信息就能直接覆盖成自己的第三方耗材设置了,不用一个个点下拉框选配置
- 闲置功耗5w左右,开灯。而且没有打印任务的时候无法自动关灯,就只能一直开或关
- 便宜的第三方热端公差很大。那种没牌子,黑色散热片上面衬线字体的,接触加热组件的部分能比原装热端高出0.1mm。导致卡扣要非常用力才能扣上,可能以后换回原装热端会导致松动。
- HomeAssistant插件ha-bambulab也可以走官方 服务器,不用开局域网模式
- 小尺寸误差:使用0.2mm喷嘴,建模4mm的圆孔实际打印出来只有3.8mm,几乎就是差了一条线宽。使用0.4mm喷嘴,建模1.5xmm的圆孔实际打印出来只有1.3xmm,居然差距也是类似的。大尺寸误差:50mm左右会缩短0.2mm左右,这就是耗材收缩导致
- 挤出机电机工作久了非常的烫,可以考虑加装侧吹的散热风扇。电源从热端风扇并联出来,使用无损联动启停转接板,外观看不到一根多余的线
- 关闭强制裹头检测,即关闭机器选项内的裹头检测后依然在第三层移动到打印版右上方,造成空驶漏料严重影响打印质量的问题。关第三层的强制检测需要修改机器gcode
- 禁止每次打印完毕AMS自动退料:https://wiki.bambulab.com/en/ams/manual/ams-not-unloading-to-save-filament
- 使用FTP远程访问TF卡文件:ftps://打印机IP地址(:990),账号bblp密码是访问码。
BMCU
替代一堆破塑料组成的巨额利润的ams lite
- wiki地址。最新版本是bmcu-c 370霍尔版。咸鱼买成品电路板和零件包自己打印外壳组装成本200不到。原作者懒得更新工程文件和源码只有qq群文件里有。我上传了最新固件源码
- 配a系列省事很多,退料只用退一点点,不用回卷耗材丝也不会炸开。p系列因为外置五通要退很多
- 耗材丝在工具头里面的时候不可以关机,关开机后会无法退料。bmcu不会实时保存状态,开机后重置成没有耗材状态。万一遇到可以拔掉bmcu后开机,点外置料盘退料
- 2025年开始拓猪所有新机器已经加入认证,封锁了第三方ams(用的挑战-应答模式,离线验证)。p2和h2完全不能使用,但a1和p1旧机器的最新固件也进行了部分封锁(顺便实现了非lite型号ams的支持),只要版本过旧就报错并一直提醒更新,故意保持旧版本依然可以无视报错继续使用。
创想三维K2
- 手动调平方法:拧热床底部的四个塑料螺母,从热床正面看是顺时针为拧紧。出厂网床和调整后效果如下
- klipper后台fluidd访问:打印机ip地址+4408端口
- k2固件未开源,不遵守klipper源码gpl许可协议,但是机器固件未加密,可以提取出大部分未加密klipper部分python代码。闭源部分是以编译过的python模块形式存在,例如多色盒子部分。另外有人对cfs做了详细的逆向工程
三弟打印
浮雕画
开源制作工具FilamentPainter,简陋的下位代替hue forge。利用一些颜色的耗材透光率比较高,通过多层叠加的方式用有限的颜色混合出更多种颜色。
干燥剂
采用分子筛可以重复利用,用空气炸锅/烤箱等加热到两百℃几十分钟即可再生。
圆柱体接缝优化
https://makerworld.com.cn/zh/models/1196734-jie-feng-xiao-shi-zhu-jie-feng-can-shu-pei-zhi-pla?from=recommend#profileId-1269888
简单说就是斜拼接缝,必须配合很慢的外墙打印速度使用
冷却纹
PETG材料收缩较高,打大的模型有时会出现。比如盒子模型底部实心部分墙壁内凹,上面空心部分却正常(底部并没有翘起)。尝试降低打印温度到材料推荐的下限,并且降低墙速度到180左右效果不大,待继续试验。
普通PETG哑光
如果想要PETG获得哑光效果可以尽量降低打印温度并且同时维持较高的打印速度,比如r3d推荐230-260°,调到230°就会大幅减少反光了。或者使用高速风扇冷却。也可以提高外墙速度到100mm/s以上。但是材料可能融化的不够充分。
改善搭桥底面
底面线条过于稀疏很丑的问题,可以在保持支撑开启的情况下增大塔桥流量到1.45左右。但会导致支撑拆除难度变高
K值
观察转角,大了缺料,少了凸出。a1上petg可以万能套0.05-0.06的值。
透明材料
拓竹官方建议:使用光面板,耗材充分干燥。
层高:0.1mm。较薄的层高能显著减少可见层纹,使表面更加平滑,提升光线透过性。
线宽:0.5mm。线宽略大于喷嘴直径(通常为喷嘴直径的120%-150%),能够帮助线条更好地融合,填充空隙,减少光线散射。0.48mm-0.6mm均可尝试,0.5mm是稳妥的起点。
接缝位置:设置为“最近”。避免不必要的空驶路径穿越模型内部,保证打印路径的连贯性。
为了让光线能更顺畅地通过模型内部,透明打印时需要特别处理“壳体与填充”部分:
- 墙层数:1。尽量减少外墙数量,降低光线在外墙处的折射。
- 顶/底部壳体层数:0。完全去除上下表面壳体,避免顶部和底部的多层走线引发光散射。
- 稀疏填充密度:100%,确保内部填充没有任何空隙。
- 稀疏填充图案:直线排列。这是提高光线传导性的重要设置,平行排列的填充线条有助于光的直线传播,减少散射。
- 填充/墙重叠:30%,适当增加填充与外墙的重叠比例,可让两者充分融合,减少界面空隙,提高光学均匀性。
- 填充方向:0°或90°,确保内部生成整齐的水平直线结构,使光线传播路径一致,呈现最佳透光度。
打印速度越慢,材料越能充分熔融、粘附与融合。(建议全程打印速度为 20 mm/s)
- 首层速度: 20 mm/s 。以确保良好的首层附着和其他层的一致性。
- 其他层速度:20 mm/s。同时您需要关闭悬垂降速,避免速度出现变化。 较低的打印速度能让材料充分融合,减少内部空隙和应力,进而提升透明度。
耗材丝设置也是确保打印出透明效果的关键一环。
- 流量比例:0.98-1.01。适度增大流量比例,确保填充线条充分融合,避免缝隙产生。(具体数值应根据所使用的透明线材类型和实际打印效果进行微调。)
- 喷嘴温度:建议 260-270°C。高温能够增强材料流动性,提升层间熔融程度,减少光散射界面。
- 冷却风扇:将最大最小风扇速度阈值和悬垂风扇速度设为 0,完全关闭冷却风扇。快速冷却会在材料未充分融合前造成硬化,容易形成雾化效果,尤其在 PETG 中影响尤为明显。
- 回抽长度:0.3mm。回抽过长会导致在模型内部形成小气泡。
- 回抽时抬升Z :0mm。对于低速、平面结构打印而言,无需担心喷嘴刮蹭模型,设置回抽时抬升 Z 可能会导致出现轻微拉丝的情况影响内部透明度。
复杂顶面破烂问题
不是纯平且面积很大的顶面,内部填充后紧接着第一层内部桥打完会有空洞,要么不需要支撑故意留的,要么切片软件缺陷造成。然后第二层内部实心填充速度很快的扫过洞就会拉断,大概率会翘起来,后面几层都压不平导致顶面破烂问题,得给内部实心填充降速。https://www.bilibili.com/video/BV1ZTgXz9Ekx
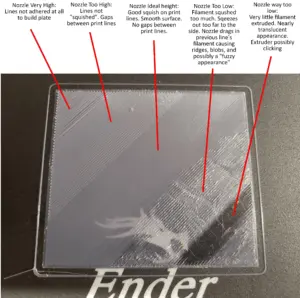
喷嘴z方向高度异常判断
jerk抖动速度
这并非工程学中真正的“加加速度”(jerk),而是被打印机制造商借用并误用,来指代一个略有不同的概念——即固件会假定打印机能够进行的“瞬时速度变化”量。(因为STL文件由直线段组成,理论上,在两个线段之间存在无限加速的瞬时速度变化,除非你在每个线段的起点或终点完全停止)——而这种“瞬时速度变化”实际是依靠打印机的柔韧性和回弹来将其转化为一种现实的、有加速度的运动。
另一方面,你的打印机越坚固、强度越高,你运行的“加加速度”值反而应该越小,尽管大多数人似乎都反其道而行之。
举例来说,如果你在X方向以100毫米/秒的速度移动,然后想以90度角转向Y方向,同样以100毫米/秒的速度移动。要真正执行这个操作,你必须在转角处完全停止打印头,然后再次加速——这样做会非常慢,而且由于喷嘴内压力的变化,很容易导致挤出过多(即出现“拖拉”或“斑点”)。如果你的加速度设置为500毫米/秒²,而“加加速度”为20毫米/秒,那么实际执行时,它会先减速,然后以20毫米/秒的速度改变方向。此时,打印头会在X方向上略微冲过头,并随着框架的弯曲和振动而产生轻微的颤抖,但这总比在每条线段的起点/终点都完全停止并导致挤出过多要好得多。
大多数固件只在改变线段或方向时使用“加加速度”设置,例如,它并不会被用于在直线上加速或减速时的一系列瞬时速度变化。(来源)